不要错过这部精心制作的【毕节】【当地】【启闭机】-格栅除污机来图加工定制产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
瑞鑫水工机械厂专业从事水工机械事业,是集研发、生产、销售于一体的实力型企业。瑞鑫拥有精良的生产设备、雄厚的技术力量、完善的检测手段、健全的质量保证体系、产品结构合理、性能可靠、品种齐全。
主导产品有以下几大系列:
闸门系列: 水库闸门、水电站闸门、渠道闸门、农田灌溉闸门、机闸一体闸门、铸铁闸门、镶铜铸铁闸门、泵站闸门、双向止水铸铁闸门、可调节堰门、转动闸门、法兰铸铁闸门;
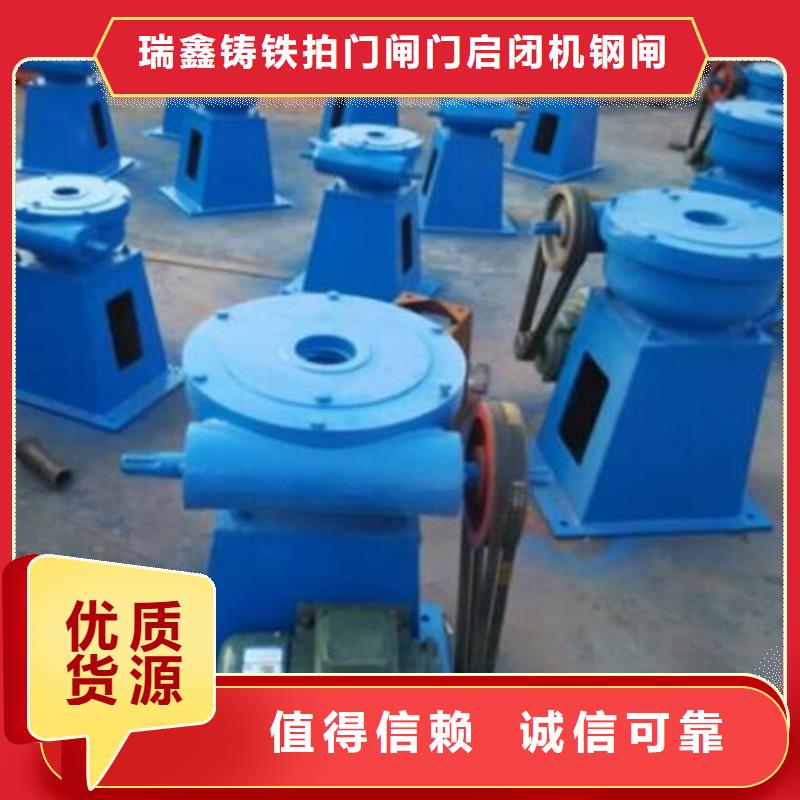
启闭机系列:手动启闭机、螺杆启闭机、手电两用启闭机、电动装置启闭机、摇摆式启闭机、手轮启闭机、侧摇启闭机、手推启闭机、直联式启闭机,双吊点式启闭机、液压式启闭机;
钢制闸门系列:不锈钢闸门、碳钢闸门、喷锌钢闸门、水电站钢闸门、手提钢闸门、自动抓梁、翻板闸门、气动闸门;
卷扬启闭机系列:QPQ型卷扬启闭机、快速卷扬启闭机;
拍门系列:侧翻钢拍门、双开拍门、铸铁拍门、钢制拍门、玻璃钢拍门、复合材质拍门、不锈钢拍门;阀门系列:手动闸阀、电动闸阀、排泥阀;
钢格栅系列:玻璃钢格栅、压锁盖格板、不锈钢格栅;
铸造件系列:启闭机件、闸门件、其他铸造件;清污机系列:回转式清污机、抓斗式清污机、回转式除污机、齿耙式清污机、污水处理除污机、拦污栅、皮带输送机、无轴螺旋输送机;
橡胶止水带系列:P型橡胶止水带、610型橡胶止水带、平板橡胶止水带;
可根据用户的需要采用镶铜、不锈钢等方式止水。各种规格及伸缩缝橡胶带。本公司上门维修各种型号启闭机闸门,另外销售各种型号启闭机配件。
本厂产品启闭灵活、经久耐用、封闭性能好、自动化程度高,是水利工程理想的机械设备。我们愿与全国各地的水利建设农业开发、城市防洪等各部门密切的合作。瑞鑫发扬“求实、创新、团结、拼搏”的企业精神,发挥人才优势,促进科技进步。“以诚实守、以质量为本”是瑞鑫的经营宗旨,竭诚为用户服务,我们愿与国内外各界朋友建立诚挚友好的合作关系,为我国的水电事业做出更大的贡献。 为中国水利事业发展的需要,提供我们真诚的服务!
水利启闭机的特点和选用
1.操作维护简便,可实现现场和远控操作。
2.采用户外型长时工作制电机,防护等级≥IP155。行程控制机构采用十进制计数器原理,控制行程的误差0.5%。转距保护控制是通过蜗杆产生轴向位移触动动开关,来达到保护电器的原理。
3.启闭机操作人员须掌握启闭机的结构、性能与操作方法,并有一定的机械知识,以确保机器的正常运转。
4.对机器进行维修时,须清除载荷。
5.在使用时,需随时由注油孔注入润滑油,要经常保持足够的润滑油,螺杆要定期清除油垢,涂护新油,以防锈蚀。






 扫一扫
扫一扫









